

面向全自动化生产线时代的水平多关节型焊锡机器人
特点
- 实时监控焊锡的信息,可以保存记录。
- 能够进行来自外部的銲料、设定等的通信控制。
- 通过与激光单元的连接,可以实现多种焊锡。
- 用 pc 专用软件「Soldering Configurator M3」简单编辑焊锡条件。
- 采用焊锡专用命令,使机器人教学更容易理解。
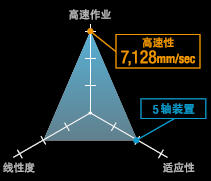
采用圆弧状高速动作,平衡性高,强力辅助大规模量产
|
|
通过圆弧上的高速动作,支持平衡性良好的量产作业。
5轴水平多关节型锡焊机器人UNIX-HFR具有最大合成速度7,128mm/sec的超高速度、高重复精度及高刚性的特点。FR系列独有可选择350mm、450mm及550mm轴行程长度的功能。最适合激光焊接作业方式及烙铁焊接作业方式的高通用性机器人。 |
|


特征
|
|
Soldering Configurator M3
能够存储和编辑焊锡数据的软件。界面清晰可见,每一步都可以在 pc 上进行编辑,无论操作员技能如何,都可以进行焊锡编辑。 |
| 实时监测和跟踪焊锡机器人的运行状态。节省人力的在线生产也可以随时掌握生产情况。通过在焊接头上安装摄像头也可以进行录像,结合通过读取二维码信息进行的串行管理,可以实现更加充实的可追溯性。 |
|
|
|
通过以太网的通信,不仅可以监视运行状况、追踪,还可以从外部变更焊锡条件的设定。这允许在线专用接口上进行条件编辑,从而组成更集成的自动化线。兼容工业以太网(以太网/ip) |



机器人主机标准规格
| 安装位置 | 置地 |
| 动作自由度 | 5((含送锡轴) |
| 最大移动半径 | 450mm |
| 移动范围 | J1:254(±127)度 |
| J2:290(±145)度 | |
| J3(Z):200mm(行程 Z:97mm-297mm) | |
| J4(θ):720(±360)度 | |
| 最快速度 | J1:375度/S |
| J2:612度/S | |
| J3(Z):1.177mm/s | |
| J4(θ):2.411度/s | |
| 最大合成速度(*2) | 7,128(5,349)mm/s |
| 位置重复精度 | X-Y合成:±0.02mm |
| J3(Z):±0.01mm | |
| J4(θ):±0.02度 | |
| 温度 | 0-40℃ |
| 供应气压 | 0.5±10%Mpa |
| 主机重量 | 约22kg |
(1)J1,J2和J4的合成值
(2)J1和J2的合成值控制器标准规格
| 路线控制方式 | PTP控制/CP控制 | |
| 控制轴数 | 最大同时6轴 | |
| 程序语言 | macro step edit/MELFA-BASIC V | |
| 位置教导方式 | 教导方法/MDI方法 | |
| 程序数 | 最大200组(最大可扩充到450组) | |
| 宏步骤登录数(*3) | 最大约20,000步/200组(最大可扩充到约130,000步) | |
| 焊锡路线形式 | 40种 | |
| 外部I/O | 通用I/O | 输入32,输出32 |
| 专用I/O | 从通用I/O分配 | |
| 紧急停止I/O | 各1点 | |
| 门开关输入 | 1点 | |
| 接口 | RS-422 | 1(教导面板专用) |
| 以太网 | 1(10BASE-T/100BASE-TX) | |
| USB | 1(PC接口) | |
| 周围温度 | 0-40℃ | |
| 周围湿度 | 45-85%RH | |
| 输入电压范围 | 单相AC180-253V | |
| 电源容量 | 1.0KVA | |
| 外形尺寸(含脚) | 360(W)*325(D)*220(H) | |
| 主机重量 | 约13kg | |
| 构造 | 自立固定型/开放构造 | |
| 接地 | 100Ω或更少(D级接地) | |
(*3)根据宏命令数不同最大步骤登录数有所变化
标准构成
通用配置
|
机器人本体 |
机器人控制器 |
焊锡控制器 |
|
送锡器实现高精度焊丝供给 |
送锡控制器 |
Soldering Configurator M3焊锡软件 |





烙铁式配置
|
烙铁式焊接头点焊、拖焊通用 |
供锡位置微调/锁定机构 |
烙铁头清洁器真空吸尘+吹气方式 |
新型烙铁头清洁器 真空吸尘+吹气方式+防外溅锡渣 |




激光配置
|
激光焊锡模组 |
激光头 |


选配件
通用配置
|
图像位置补正 |
锡线余量传感器 |


烙铁式配置
|
焊锡测试仪 |
双刷清洁器 |
三轴位置校正仪 |
Soldering Manager for FR |




激光配置

送锡位置微调/锁定机构 |
Soldering Manager Pro for ULD-02 |












